天津穿刺器自动化组装测试设备批发价
自动化组装测试设备主要以来可编程电源、线性电源给信号调理电路提供电源。信号调电路在工控机、开关量输入输出卡的控制下,控制外接64路测试点的通断,给被测电路板提供测试条件(供电及通讯控制)。被测电路板上的电压、电阻、频率输出信号能通过48路控制信号,上传进入数字万用表,测量其电压输出值;被测电路板上的电流输出信号能通过4路控制信号,上传进入数字万用表电流测试端,测量电流值;被测电路板上的开关输出信号,能通过8路开关量输入来测量。不单单和市场上的各种测试台一样,通用购买各种仪器仪表,然后编写一个上位机的测试软件来做系统集成;而是从硬件系统结构上、从软件架构上、从仪器仪表的自主研发实力上来体现出来的一套机电自动化的测试解决方案;机械设计100%自主研发。自动化组装测试设备可以提高生产软度和自动化技术水平。天津穿刺器自动化组装测试设备批发价
自动化组装测试设备
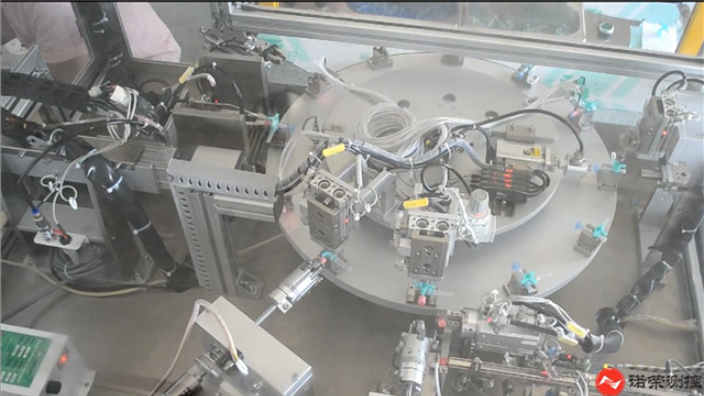
自动化装配与检测设备,其特征在于:包括环形导轨输送模块以及设置在环形导轨输送模块外侧的阀体上料模块、芯铁装配模块、弹簧装配模块、弹簧检测模块、封头装配模块、封头切口模块、封头焊接模块、焊接检测模块、ESC校正模块、ESC整形模块、预换向模块、高压换向模块、内漏测试模块和阀体下料模块;各模块之间动作,均由PLC同步控制,实现协同作业,可一次组装和检测1~3个产品,而且每个模块之间并行运动,只通过环形导轨输送模块衔接;环形导轨输送模块,均匀分布多个小车治具,每个小车治具上可放置1~3个产品;阀体上料模块,将阀体放入环形导轨输送模块的小车治具上;芯铁装配模块,将滑碗装配到芯铁中,并将装好滑碗的芯铁装配阀体上;弹簧装配模块,将弹簧装配到芯铁内;弹簧检测模块,检测弹簧是否正确装配到芯铁内;封头装配模块,将封头装配到阀体内。天津穿刺器自动化组装测试设备批发自动化组装测试设备数据对于产生、审批、发布、变更、流通的支持度不够。
自动切口机可以准确控制切口速度、位置和压力;设定多种切口程序,包括恒定切口速度、设定准确位置停止、设定准确力停止、设定准确切口位移停止等多种工作模式,很容易完成两段或多段切口工作要求;在行程之内,可以任意设定机器准确位置停止,不必使用昂贵的精密模具来保证切口精度;位置重复精度为±0.01mm,压力控制精度为±1%额定压力。在作业完毕后,所有作业设定和结果数据及压力位移曲线可以显示在伺服切口机的人机界面上,有效控制过盈配合质量,同时满足作业数据可追溯管理、检测并去除不良品,避免造成更大的损失。同时,也可以帮助优化工艺技术参数和设计。
饮水管全自动组装机及其饮水管组装方法。现阶段,大部分式饮水管的组装仍然主要依靠人工,劳动强度大,劳动效率低。本发明一种饮水管的全自动组装机,包括饮水管上料装置,钻孔拧紧装置和饮水器上料装置。饮水管上料装置,钻孔拧紧装置,成品自动下料装置依次首尾相连。饮水器上料装置设置钻孔拧紧装置的侧部。钻孔拧紧装置包括钻孔拧紧机架,饮水管拉拽机构,饮水管过渡机构,拧紧机构和钻孔机构。饮水管拉拽机构安装在钻孔拧紧机架的顶部。钻孔机构及拧紧机构均位于饮水管拉拽机构的下方。本发明能够实现全自动的实现式饮水管的上料,钻孔,上饮水器,下料,且能够,适应不同饮水器间距,不同长度的饮水管。自动化组装测试设备电子组装线中零件的自动和精确定位十分不错。

自动切口机属于切口技术领域。包括工作架,所述的工作架上设有组装部件,所述的组装部件内设有运输部件和切口部件,所述的运输部件包括能在水平方向沿着直线往复运动的横移板,所述的横移板上设有能沿竖直方向沿着直线往复运动的竖移板,所述的竖移板上设有若干个横向间隔排列放置的抓手,所述的抓手下侧设有用于放置储液器的放置座,当横移板水平移动时,抓手的位置与放置座的位置相对应。本发明具有可实现连续化作业,大批量的生产产品,生产效率高,避免了人为误差,避免了安装部件与圆盘零件的磨损的优点。自动化组装测试设备可以很好的检测到数据。辽宁三活单体帽自动化组装测试设备生产
自动化组装测试设备系统中的大型成套设备,又称自动化装置。天津穿刺器自动化组装测试设备批发价
任何一套自动化生产测试设备的安装,调试技巧都是"横平、竖直、同心",首先不管调试任何一个产品,我们都要了解它的特性和客户的详细技术要求,下面为大家介绍一些常见的调试技巧。1、了解产品特性(包括外观、尺寸、公差、结构、工艺等)。2、将零件(包含标准件和非标加工件)擦拭干净,将部分的零件挑出来,从零部件开始组装调试。组装过程中应该检查测量所装部件的精度,确保横平、竖直、同心度问题3、对于单气缸推拉或升降部分,应保证拉要到位,推也要到位,并且不能有异常阻力。4、旋转部分,应确保旋转部分的平衡度、垂直度、同心度,以达到摆臂,分度的精度。5、销钉、卡糟有销钉孔和卡槽的地方应擦拭干净,选择合适的销钉(销钉材质硬度在58度以上),进行定位,销钉以单边紧配,方便拆卸和装配;卡槽精度应控制在0.02以内,以确保在二次装配时的精度,内部需做抛光处理,可防止产品刮伤、刮花。6、送料部分料道大部分依据产品而定,公差带为0.1左右,可以保证产品在料道中通过时畅通无阻,料道零部件入料方向和接又处需倒斜角以0.2*30度为标准,具体情况依据产品而定。天津穿刺器自动化组装测试设备批发价
上一篇: 天津呼吸管气密性测试台出厂价
下一篇: 天津3D相机机器视觉检测设备现货