天津铜切削液技术指导
切削液的选择切削液的选择应根据具体的加工条件、工件材料和刀具类型进行。一般来说,切削液可分为水溶性切削液和油性切削液两大类。水溶性切削液:这类切削液具有较好的冷却和清洗效果,适用于高速切削和磨削加工。同时,水溶性切削液对环境污染较小,易于处理和回收。油性切削液:这类切削液具有较好的润滑和防锈性能,适用于低速切削和重载切削。然而,油性切削液对环境污染较大,需要妥善处理和处置。三、切削液的使用在使用切削液时,需要注意以下几点:保持切削液清洁:切削液中的杂质和污染物会降低其性能,甚至导致刀具磨损和工件质量下降。因此,应定期更换切削液,并保持切削液清洁。控制切削液浓度:切削液的浓度过高或过低都会影响其性能。应根据加工条件和切削液类型,选择合适的切削液浓度。定期检查刀具和工件:使用切削液后,应定期检查刀具和工件的状态,以便及时发现问题并采取相应措施。 环保意识的日益增强,越来越多的切削液产品开始注重环保性能,采用环保材料和工艺,以减少对环境的影响。天津铜切削液技术指导
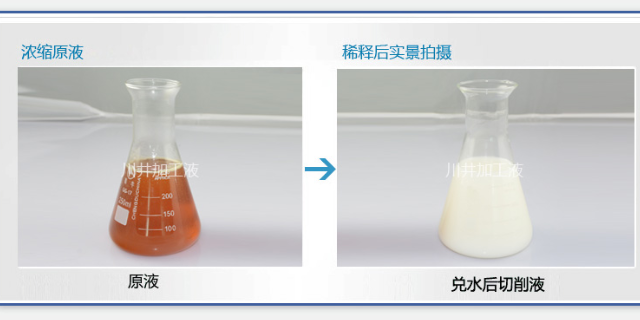
切削液
半合成切削液主要由下列成分组成:1.基础油:半合成切削液的主体是由矿物油和合成油混合而成的基础油,可以有效地降低氧化速度,延长使用寿命。2.乳化剂:半合成切削液中含有一定比例的乳化剂,可以使油水混合均匀,防止油水分离,提高润滑性和冷却性能。3.抗氧剂:半合成切削液中添加抗氧剂可以有效地延长切削液的使用寿命和保护金属表面不被氧化。4.防腐剂:半合成切削液中添加防腐剂可以有效地防止切削液被细菌和微生物污染,从而保证加工质量和安全。青海黑色金属切削液厂家供应降低了更换切削液的人工成本,提高生产效率。
切削液日常使用维护建议:(1)使用浓度:浓度应控制在10-12之间。不能低于10,不可高于15.若浓度过高,切削液泡沫会消的很慢。同时引起手痒,皮肤过敏现象。(2)切削液的管理:浓度太低(如6以下)会引起发臭变质,增加污水处理费用,同时切削液防锈性、防氧化性能会降低,所以需及时添加新油。(3)杂质、浮油、垃圾、食物等,及时清理,否则会缩短切削液使用寿命。温馨提示:使用期间按照所提供的参考数据兑水添加,避免出现发臭、手痒、消泡慢等现象。如果机台浓度低于10,切削液会发臭变质,请多注意维护使用和添加。
随着环保意识的日益增强,切削液的环保与可持续发展越来越受到关注。为了降低切削液对环境的影响,可以采取以下措施:选择环保型切削液:优先选择低污染、易降解的环保型切削液,减少对环境的污染。切削液循环使用:通过切削液循环使用,减少切削液的消耗和排放,降低对环境的影响。切削液处理与回收:对废弃的切削液进行合理处理和回收,防止其对环境造成危害。总之,切削液在金属切削加工过程中发挥着重要作用。通过合理选择和使用切削液,可以优化加工过程,提高加工效率和质量,同时降低对环境的影响。未来,随着科技的不断进步和环保要求的提高,切削液将在金属切削加工领域发挥更加重要的作用。。。。。未来,随着科技的不断进步和环保要求的提高,切削液将在金属切削加工领域发挥更加重要的作用。。。。。切削液的使用不仅可以提高加工效率和质量,还可以降低加工成本,因为它能够减少刀具更换和机床维修的频率。

切削液是一种在机械加工过程中使用的液体,它能够有效降低摩擦、冷却刀具、清洁加工表面,提高加工效率和产品质量。本文将为您介绍切削液的主要作用、使用方法以及选择切削液的要点,帮助您更好地了解和使用切削液。首先,切削液的主要作用是降低摩擦。在机械加工过程中,刀具与工件之间会产生大量的摩擦热,如果没有切削液的润滑作用,摩擦热会导致刀具过热,加速刀具磨损,降低加工效率。而切削液的润滑作用可以有效减少摩擦热,延长刀具寿命,提高加工效率。其次,切削液还能够起到冷却刀具的作用。在高速切削过程中,刀具会因为摩擦产生大量热量,如果不能及时冷却,刀具温度过高会导致刀具变形、失效。而切削液的冷却作用可以有效降低刀具温度,保持刀具的稳定性,提高加工精度和表面质量。此外,切削液还能够清洁加工表面。在机械加工过程中,切削液可以将切削过程中产生的切屑、金属粉末等杂质冲洗掉,保持加工表面的清洁。这不仅可以提高产品的质量,还可以减少切削液中杂质对刀具和工件的损害,延长刀具寿命。 在使用电解板切削液时,需要注意其环保性能和安全性,以免对环境和操作人员造成不良影响。青海黑色金属切削液厂家供应
切削液过敏后的处理方法。天津铜切削液技术指导
1.铜的切削特点(1)纯铜强度较低、硬度低,不能热处理强化,只能通过冷加工变形强化,但因塑性大,铜切削加工性与纯铝同样不好,变形强化倾向大,易粘刀,很难切出光洁的已加工表面。一般选用润滑性能较好的切削液。(2)黄铜的强度、硬度高于紫铜,但有一定的脆性,易产生崩碎切屑,切削加工性较好,一般可选用非活性的减磨乳化切削液和微乳化切削液,用高速钢刀具精加工时可选用非活性的极压切削液。(3)青铜尤其是铍青铜的强度、硬度更大,可以选用普通乳化切削液和微乳化切削液。(4)选择铜及铜合金的切削液时,必须注意的问题是切削液对铜的腐蚀性。油性切削液中的油脂或酯类物质有可能引起零件变色;使用水性切削液时须选择抗硬水能力强的,而且PH值不能太高。不能使用含有活性硫添加剂的切削液,同时在切削液中需要添加铜合金缓蚀剂。切削时产生的细屑要即时清理,要使用过滤器,否则铜屑易与切削液中的某些成分发生化学反应而使切削液变质。天津铜切削液技术指导
上一篇: 天津镀锌板拉伸成型油需求
下一篇: 天津薄层防锈油厂家报价